
สินค้า






ชิ้นส่วนเหล็กประทับตรา
ต้องการชิ้นส่วนเหล็กประทับตราที่ทนทานหรือไม่? โรงงาน Nuote Metals ในจีน นำเสนอส่วนประกอบเหล็กประทับตราตามสั่งสำหรับเครื่องจักรกลหนักและการก่อสร้าง การปั๊มน้ำหนักสูงของเราช่วยให้มั่นใจได้ถึงความหนาที่สม่ำเสมอและทนต่อแรงกระแทก แก้ไขจุดอ่อนของโครงสร้างด้วยชิ้นส่วนเหล็กที่ได้รับการออกแบบทางวิศวกรรมเพื่อความแข็งแรง ไว้วางใจโรงงานเพื่อความคงทนที่คงทน
ส่งคำถาม
รายละเอียดสินค้า
สำหรับผลิตภัณฑ์อุตสาหกรรมและเชิงพาณิชย์จำนวนนับไม่ถ้วน แกนหลักคือเหล็กกล้าชิ้นส่วนเหล็กประทับตรานำเสนอการผสมผสานระหว่างความแข็งแกร่งทางกล ความพร้อมใช้งานของวัสดุ และความคุ้มค่าที่ไม่มีใครเทียบได้ ตั้งแต่ขายึดอุปกรณ์หนักไปจนถึงเฟรมอิเล็กทรอนิกส์ที่มีความแม่นยำ ส่วนประกอบเหล็กประทับตราครอบงำการใช้งานที่ความน่าเชื่อถือภายใต้น้ำหนักบรรทุกเป็นสิ่งสำคัญ
นูเต้ เมทัลส์ได้ผลิตชิ้นส่วนเหล็กประทับตราคุณภาพสูงมานานกว่าทศวรรษ เครื่องอัดของเรารองรับเหล็กคาร์บอนต่ำ คาร์บอนสูง และโลหะผสมที่มีความหนาตั้งแต่ 0.3 มม. ถึง 6.0 มม. เราผสมผสานวัสดุศาสตร์เข้ากับกระบวนการปั๊มที่มีประสิทธิภาพเพื่อส่งมอบส่วนประกอบที่ตรงตามมาตรฐานประสิทธิภาพที่เข้มงวดโดยไม่มีค่าใช้จ่ายที่ไม่จำเป็น

ชิ้นส่วนเหล็กประทับตราคืออะไร?
ชิ้นส่วนเหล็กประทับตราเป็นส่วนประกอบโลหะที่เกิดขึ้นจากการป้อนเหล็กม้วนหรือแผ่นลงในเครื่องปั๊มขึ้นรูปพร้อมกับแม่พิมพ์สั่งทำพิเศษ เครื่องกดจะดำเนินการต่างๆ เช่น การปั๊มให้ว่าง การเจาะ การดัด การวาด หรือการนูนเพื่อสร้างรูปร่างขั้นสุดท้าย
คำว่า "ชิ้นส่วนเหล็กประทับตรา" โดยทั่วไปหมายถึงส่วนประกอบที่ทำจากเหล็กกล้าคาร์บอนหรือเหล็กกล้าโลหะผสมต่ำ ซึ่งต่างจากเหล็กกล้าไร้สนิม อลูมิเนียม หรือทองเหลือง เกรดเหล็กทั่วไปได้แก่:
เหล็กกล้าคาร์บอนต่ำ (SPCC, SPCD, Q195, 1008) – ขึ้นรูปได้ดีเยี่ยม ประหยัด
เหล็กกล้าคาร์บอนปานกลาง (S45C, 1045) – มีความแข็งแรงสูง ทนทานต่อการสึกหรอ
เหล็กกล้าคาร์บอนสูง (SK5, 1080) – อบคืนตัวสปริง ความแข็ง
โลหะผสมเหล็ก (SPRING STEEL, 51CrV4) – ต้านทานความล้าสูงสำหรับโหลดแบบไดนามิก
นูเต้ เมทัลส์เลือกเกรดเหล็กที่เหมาะสมที่สุดสำหรับแต่ละการใช้งาน ปรับสมดุลความสามารถในการขึ้นรูป ความแข็งแรง ต้นทุน และข้อกำหนดด้านผิวสำเร็จ
ตรวจสอบวิดีโอเพื่อทราบข้อมูลเพิ่มเติมเกี่ยวกับเวิร์คช็อปการปั๊มของเรา
เหตุใดจึงเลือกเหล็กสำหรับส่วนประกอบที่มีการประทับตรา
เหล็กยังคงเป็นวัสดุที่มีการประทับตรากันอย่างแพร่หลายที่สุดด้วยเหตุผลที่ดีนูเต้ เมทัลส์เน้นข้อดีเหล่านี้ของชิ้นส่วนเหล็กประทับตรา:
อัตราส่วนความแข็งแรงต่อต้นทุนสูง – เหล็กมีความแข็งแรงมากกว่าอลูมิเนียมหรือทองเหลืองด้วยต้นทุนวัสดุที่ต่ำกว่า
คุณสมบัติทางแม่เหล็ก – จำเป็นสำหรับเซ็นเซอร์ รีเลย์ และชุดประกอบแม่เหล็กไฟฟ้า
ความสามารถในการเชื่อม – ชิ้นส่วนเหล็กสามารถรับการเชื่อมแบบจุด การฉายภาพ หรือการเชื่อมด้วยเลเซอร์ได้อย่างง่ายดาย
ความเข้ากันได้ของการชุบ – สังกะสี นิกเกิล ดีบุก และการชุบอื่นๆ ยึดติดกับเหล็กได้ดี
ความพร้อมใช้งาน – เหล็กม้วนมีจำหน่ายทั่วโลกโดยมีระยะเวลารอคอยสินค้าสั้น
ข้อมูลจำเพาะทางเทคนิคของชิ้นส่วนเหล็กประทับตรา นูเต้ เมทัลส์
ตัวเลือกวัสดุสำหรับชิ้นส่วนเหล็กประทับตรา
| ระดับ | พิมพ์ | ความต้านแรงดึง (MPa) | ความแข็งแรงของผลผลิต (MPa) | ความแข็งทั่วไป | แอปพลิเคชั่นที่ดีที่สุด |
|---|---|---|---|---|---|
| เอสพีซีซี/Q195 | คาร์บอนต่ำ คุณภาพเชิงพาณิชย์ | 270 – 350 | 180 – 240 | HRB 45–60 | ตัวยึดทั่วไป กล่องหุ้ม ชิ้นส่วนแชสซี |
| เอสพีซีดี/1008 | คาร์บอนต่ำ คุณภาพการวาด | 280 – 370 | 190 – 250 | HRB 50–65 | ถ้วยวาดรูปแบบที่ซับซ้อน |
| สเปซ / 1010 | คาร์บอนต่ำ คุณภาพการวาดภาพที่ลึก | 300 – 390 | 210 – 260 | ฮรบี 55–70 | เรือนลึก ถังเชื้อเพลิงรถยนต์ |
| S45C / 1045 | คาร์บอนปานกลาง | 570 – 700 | 350 – 450 | ฮรบี 85–95 | เกียร์ (ช่องว่างประทับตรา), เพลา, แผ่นสึกหรอ |
| SK5/1080 | คาร์บอนสูง (เหล็กสปริง) | 800 – 1,100 (ชุบแข็ง) | 500 – 800 | เหล็กแผ่นรีดร้อน 40–55 | คลิป สปริง แหวนล็อค ใบเลื่อย |
| 51CrV4 | เหล็กสปริงอัลลอยด์ | 1,200 – 1,500 | 1,000 – 1,300 | เหล็กแผ่นรีดร้อน 45–52 | แหนบรอบสูง แผ่นคลัตช์ |
ความสามารถด้านมิติสำหรับชิ้นส่วนเหล็กประทับตรา
นูเต้ เมทัลส์ผลิตชิ้นส่วนเหล็กประทับตราในขนาดและความคลาดเคลื่อนที่หลากหลาย
| พารามิเตอร์ | ความสามารถมาตรฐาน | ความสามารถที่แม่นยำ (ตามคำขอ) |
|---|---|---|
| ความหนาของวัสดุ | 0.3 มม. – 6.0 มม | 0.2 มม. – 8.0 มม. (เกรดจำกัด) |
| ขนาดชิ้นส่วนสูงสุด (แม่พิมพ์แบบก้าวหน้า) | 300 มม. x 300 มม | 400 มม. x 400 มม |
| ขนาดชิ้นส่วนสูงสุด (แม่พิมพ์ถ่ายโอน) | 500 มม. x 600 มม | 600 มม. x 800 มม |
| ความคลาดเคลื่อน (การแบลงก์/การเจาะ) | ±0.10 มม | ±0.05 มม |
| ความคลาดเคลื่อน (มุมโค้ง) | ±1° | ±0.5° |
| เส้นผ่านศูนย์กลางรูขั้นต่ำ (เจาะ) | ความหนาของวัสดุ 1.0 x | ความหนาของวัสดุ 0.8 x |
| ความสูงของเสี้ยน (มาตรฐาน) | ≤0.10 มม | ≤0.05 มม |
กระบวนการปั๊มขึ้นรูปสำหรับชิ้นส่วนเหล็กประทับตรา
นูเต้ เมทัลส์เลือกวิธีการปั๊มที่เหมาะสมตามรูปทรงและปริมาตรของชิ้นส่วน
| กระบวนการ | ความหนาของเหล็กทั่วไป | ช่วงปริมาณประจำปี | ข้อดี |
|---|---|---|---|
| การปั๊มแม่พิมพ์แบบผสม | 0.5 – 6.0 มม | 5,000 – 100,000 | ต้นทุนเครื่องมือต่ำ ชิ้นส่วนแบนเรียบง่าย |
| การประทับตราแบบก้าวหน้า | 0.3 – 4.0 มม | 100,000 – 10M+ | ชิ้นส่วนหลายสถานีที่ซับซ้อนและความเร็วสูง |
| โอนปั๊มตาย | 1.0 – 6.0 มม | 50,000 – 500,000 | ชิ้นส่วนขนาดใหญ่ดึงลึก |
| การปัดเศษแบบละเอียด | 1.0 – 12.0 มม | 50,000 – 500,000 | ขอบเฉือนไร้เสี้ยน ความเรียบแน่น |
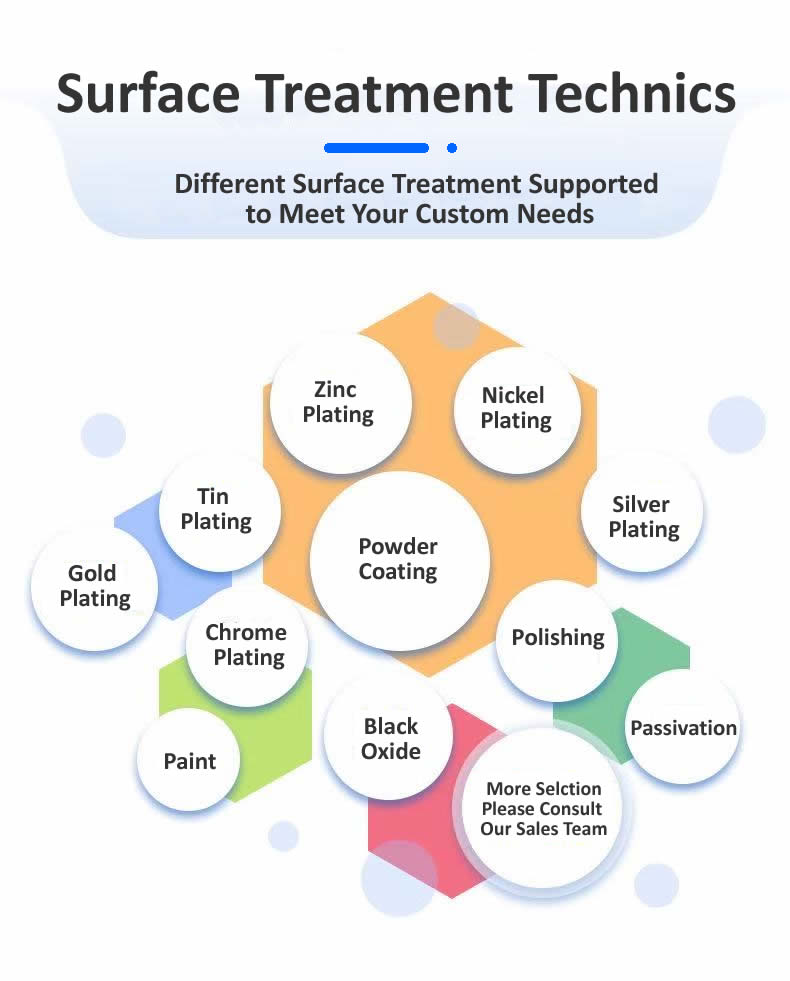
มีพื้นผิวสำเร็จรูป
ที่สุดชิ้นส่วนเหล็กประทับตรารับการบำบัดหลังการปั๊มเพื่อป้องกันการกัดกร่อนหรือปรับปรุงรูปลักษณ์
| เสร็จ | คำอธิบาย | ความหนา | ความต้านทานการกัดกร่อน (สเปรย์เกลือ) |
|---|---|---|---|
| ชุบสังกะสี (ใส/น้ำเงิน/เหลือง) | สังกะสีด้วยไฟฟ้าพร้อมทู่ | 5 – 12 ไมโครเมตร | 48 – 120 ชม |
| โลหะผสมสังกะสี-นิกเกิล | ป้องกันการกัดกร่อนได้เหนือกว่า | 8 – 15 ไมโครเมตร | 200 – 500 ชม |
| การชุบสังกะสีแบบจุ่มร้อน | เคลือบสังกะสีหนา ผิวด้าน | 40 – 80 ไมโครเมตร | 500 – 1,000 ชั่วโมง |
| ออกไซด์สีดำ | เคลือบแปลงป้องกันแสงสะท้อน | 0.5 – 1.5 ไมโครเมตร | 24 – 72 ชั่วโมง (ต้องใช้น้ำมัน) |
| เคลือบผง | เคลือบสีโพลีเมอร์ | 60 – 120 ไมโครเมตร | 500+ ชั่วโมง (ขึ้นอยู่กับคุณภาพ) |
| E-coat / เคลือบด้วยไฟฟ้า | จุ่มอีพอกซีแคโทด | 15 – 25 ไมโครเมตร | 300 – 600 ชม |
| ฟอสเฟต (แมงกานีส/สังกะสี) | การแปลงการเคลือบสำหรับฐานสีหรือการหล่อลื่น | 2 – 10 ไมโครเมตร | ต่ำ (ต้องใช้สีทับหน้า) |
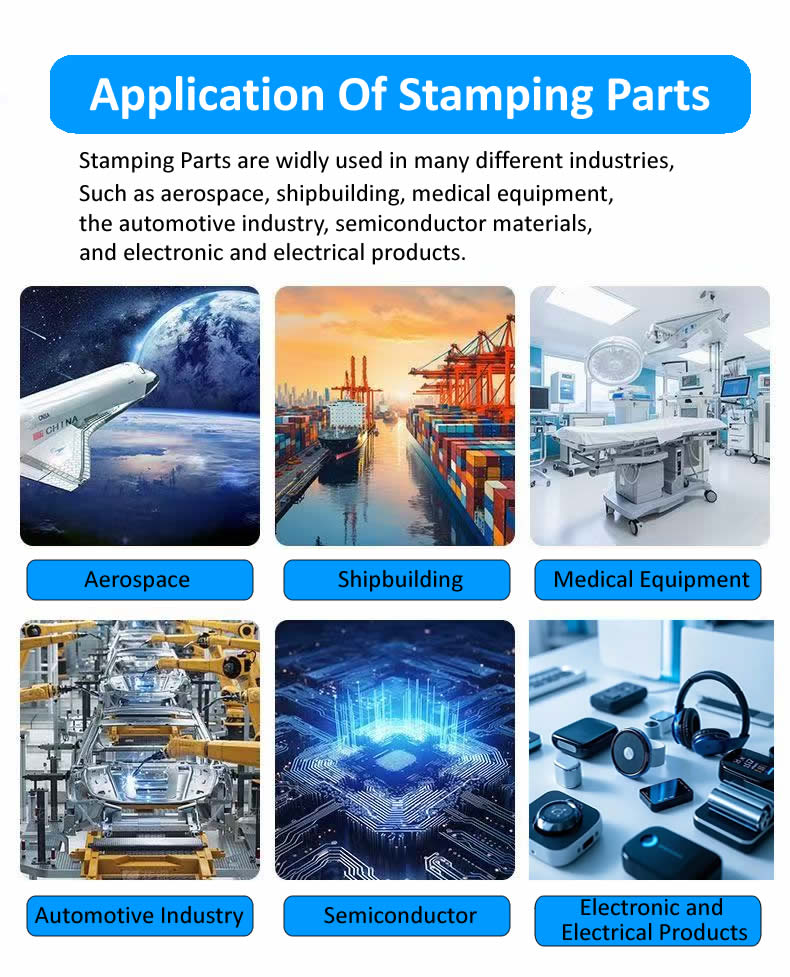
การใช้ชิ้นส่วนเหล็กประทับตรา
นูเต้ เมทัลส์จำหน่ายชิ้นส่วนเหล็กประทับตราในเกือบทุกอุตสาหกรรม ด้านล่างนี้คือตัวอย่างที่เป็นตัวแทนตามภาคส่วน
บัสบาร์แบตเตอรี่รถยนต์ไฟฟ้า (เหล็กกล้าคาร์บอนต่ำ หนา 2.0 มม.)
ผู้ผลิตชุดแบตเตอรี่ EV ต้องการชุดบัสบาร์เพื่อเชื่อมต่อเซลล์แต่ละเซลล์ ข้อกำหนดที่ต้องการคือ: ความเรียบภายใน 0.1 มม. ถึงความยาว 150 มม., รูเจาะหลายรูสำหรับขั้วต่อเซลล์ และการชุบซิงค์-นิกเกิลเพื่อต้านทานการกัดกร่อน ปริมาณต่อปีคือ 80,000 ชุด ซึ่งสูงเกินไปสำหรับ CNC ซับซ้อนเกินไปสำหรับแม่พิมพ์ธรรมดา
นูเต้ เมทัลส์ออกแบบแม่พิมพ์แบบโปรเกรสซีฟโดยมีแปดตำแหน่ง ได้แก่ การเจาะ การเจาะรู การสร้างเหรียญเพื่อความเรียบ และการตัดขั้นสุดท้าย ชิ้นส่วนเหล็กที่ประทับตราจะหลุดออกจากแท่นพิมพ์ด้วยความเร็ว 60 จังหวะต่อนาที โดยแต่ละชิ้นมีความเรียบ 0.08 มม. และตำแหน่งรูอยู่ภายใน ±0.05 มม. หลังจากการชุบ บัสบาร์ผ่านการทดสอบการพ่นเกลือเป็นเวลา 500 ชั่วโมง ลูกค้าลดต้นทุนส่วนประกอบลง 62% เมื่อเทียบกับทองแดงที่กลึง และตัดการทำงานรองสองรายการออกไป ในการผลิตเป็นเวลาสามปี แม่พิมพ์ได้ผลิตบัสบาร์มากกว่า 1.2 ล้านเส้นโดยไม่มีความล้มเหลวของสนาม
กรณีนี้แสดงให้เห็นว่าชิ้นส่วนเหล็กที่มีการประทับตราสามารถบรรลุผลอะไรได้บ้างเมื่อเครื่องมือและกระบวนการสอดคล้องกับการใช้งาน ไม่ใช่แค่ปริมาตรเท่านั้น
การประกันคุณภาพสำหรับชิ้นส่วนเหล็กประทับตรา – EEAT ในทางปฏิบัติ
นูเต้ เมทัลส์ปฏิบัติตามระบบคุณภาพที่ครอบคลุมซึ่งปรับให้เหมาะกับลักษณะของเหล็กประทับตรา
มีประสบการณ์กับเกรดเหล็ก
นักโลหะวิทยาและวิศวกรเครื่องมือของเรามีประสบการณ์มากกว่า 10 ปีในการปั๊มเหล็กกล้าคาร์บอนและโลหะผสม เราเข้าใจ:
ลักษณะการสปริงกลับ – การคืนตัวแบบยืดหยุ่นของเหล็กแตกต่างกันไปตามปริมาณคาร์บอน เราชดเชยในการออกแบบแม่พิมพ์
การเกิดเสี้ยน – เหล็กกล้าคาร์บอนต่ำที่นิ่มกว่าจะทำให้เกิดครีบที่มีขนาดใหญ่กว่าเหล็กกล้าแข็ง เราปรับระยะห่างให้เหมาะสม
การสร้างความร้อน - การปั๊มเหล็กหนาทำให้เกิดความร้อนอย่างมาก เราใช้สารหล่อลื่นและการควบคุมความเร็วการกด
ความเชี่ยวชาญในการรักษาหลังการปั๊ม
ชิ้นส่วนเหล็กประทับตราต้องการการป้องกันการกัดกร่อนสำหรับการใช้งานส่วนใหญ่ Nuote Metals ดำเนินการชุบสังกะสีภายในบริษัทและเป็นพันธมิตรกับสารเคลือบที่ได้รับการรับรองสำหรับการเคลือบสีฝุ่นและการเคลือบอีโค้ต เราให้บริการ:
การวัดความหนาของผิวเคลือบ – เอ็กซ์เรย์ฟลูออเรสเซนซ์ (XRF) สำหรับการชุบ
การทดสอบการยึดติด – การทดสอบเทป Cross-hatch ตาม ASTM D3359
การทดสอบสเปรย์เกลือ – ASTM B117 สำหรับการตรวจสอบความต้านทานการกัดกร่อน
ความน่าเชื่อถือผ่านมาตรฐาน
ของเราชิ้นส่วนเหล็กประทับตราปฏิบัติตาม:
ISO 9001:2015 – ระบบการจัดการคุณภาพ
IATF 16949 – คุณภาพยานยนต์ (ตามคำขอสำหรับโครงการยานยนต์)
ASTM A109 – มาตรฐานสำหรับแถบเหล็กกล้าคาร์บอนรีดเย็น
RoHS – สำหรับชิ้นส่วนชุบ (ปราศจากโครเมียมเฮกซะวาเลนต์ตามที่ระบุ)

ไว้วางใจผ่านเอกสารประกอบ
การจัดส่งชิ้นส่วนเหล็กประทับตราทุกครั้งจาก Nuote Metals รวมถึง:
รายงานการทดสอบวัสดุ (MTR) – ใบรับรองโรงงานที่มีคุณสมบัติทางเคมีและทางกล
บันทึกการตรวจสอบขนาด – การวัดหลักพร้อมสถานะผ่าน/ไม่ผ่าน
ใบรับรองการเคลือบ (ถ้าชุบหรือเคลือบ) – ความหนา ชนิด หมายเลขชุด
การตรวจสอบบทความแรก (FAI) – รายงานมิติที่สมบูรณ์สำหรับเครื่องมือใหม่
ข้อควรพิจารณาในการออกแบบชิ้นส่วนเหล็กประทับตรา
เพื่อช่วยลูกค้าเพิ่มประสิทธิภาพการออกแบบเพื่อความสามารถในการผลิต Nuote Metals จึงเสนอแนวทางเหล่านี้
รัศมีโค้งขั้นต่ำ
| ความหนาของวัสดุ | เหล็กกล้าคาร์บอนต่ำ (SPCC) | เหล็กสปริงคาร์บอนสูง (SK5) |
|---|---|---|
| 0.5 มม | 0.5 มม. (1xT) | 1.0 มม. (2xT) |
| 1.0 มม | 1.0 มม. (1xT) | 2.0 มม. (2xT) |
| 2.0 มม | 2.0 มม. (1xT) | 4.0 มม. (2xT) |
| 3.0 มม | 3.0 มม. (1xT) | 6.0 มม. (2xT) |
| 4.0 มม | 5.0 มม. (1.25xT) | ไม่แนะนำ |
ขนาดรูขั้นต่ำ
การเจาะรูในเหล็กกล้าคาร์บอนต่ำ: เส้นผ่านศูนย์กลาง ≥ ความหนาของวัสดุ
การเจาะรูด้วยเหล็กกล้าคาร์บอนสูงหรือโลหะผสม: เส้นผ่านศูนย์กลาง ≥ 1.2 x ความหนาของวัสดุ
ระยะห่างขอบ (รูถึงขอบ): ≥ 1.5 x ความหนาของวัสดุ (เพื่อหลีกเลี่ยงการปูด)
ความคลาดเคลื่อนสำหรับคุณสมบัติโค้งงอ
| คุณสมบัติ | ความอดทนมาตรฐาน | ความแม่นยำ (พร้อมเหรียญกษาปณ์) |
|---|---|---|
| มุมโค้งงอ (การดัดด้วยอากาศ) | ±1.5° | ±0.75° |
| มุมโค้งงอ (การหยอดเหรียญ) | ±0.5° | ±0.25° |
| ความสูงของแบบฟอร์ม (รอยบุ๋ม ออฟเซ็ต) | ±0.15 มม | ±0.08 มม |
| ความยาวหน้าแปลน | ±0.20 มม | ±0.10 มม |
คำถามที่พบบ่อยเกี่ยวกับชิ้นส่วนเหล็กประทับตรา
ด้านล่างนี้คือคำถามทางเทคนิคที่พบบ่อยที่สุดที่ Nuote Metals ได้รับเกี่ยวกับชิ้นส่วนเหล็กประทับตรา.
คำถามที่ 1: ชิ้นส่วนเหล็กประทับตราคาร์บอนต่ำและคาร์บอนสูงแตกต่างกันอย่างไร ฉันจะเลือกได้อย่างไร?
ตอบ: ปริมาณคาร์บอนเป็นตัวกำหนดความแข็งแรง ความแข็ง และความสามารถในการขึ้นรูป ชิ้นส่วนเหล็กประทับตราคาร์บอนต่ำ (SPCC, 1008, 1010) มีคาร์บอนน้อยกว่า 0.15% มีลักษณะอ่อนนุ่ม เหนียว และประทับตราเป็นรูปทรงที่ซับซ้อนได้ง่าย รวมถึงการดึงลึกและการโค้งงอที่แน่นหนา อย่างไรก็ตาม มีความแข็งแรงค่อนข้างต่ำ (แรงดึง 270–400 MPa) และไม่สามารถอบชุบด้วยความร้อนเพื่อให้มีความแข็งสูงขึ้นได้ ชิ้นส่วนเหล็กประทับตราคาร์บอนสูง (SK5, 1080) มีคาร์บอน 0.75–1.0% มีความแข็งแรงกว่ามาก (แรงดึง 800–1,100 MPa หลังจากการชุบแข็ง) และสามารถอบชุบด้วยความร้อนได้ถึง HRC 50–60 อย่างไรก็ตาม มีรูปทรงน้อยกว่า (รัศมีโค้งขั้นต่ำ 2xT หรือมากกว่า) และต้องใช้แรงกดที่หนักกว่า Nuote Metals แนะนำให้ใช้เหล็กกล้าคาร์บอนต่ำสำหรับฉากยึด กรอบ แชสซี และตัวเรือนแบบดึงออก แนะนำเหล็กกล้าคาร์บอนสูงสำหรับสปริง คลิป รีเทนเนอร์ และชิ้นส่วนที่ทนทานต่อการสึกหรอ สำหรับการใช้งานที่ต้องการความแข็งแกร่งระหว่างสุดขั้วเหล่านี้ เหล็กกล้าคาร์บอนปานกลาง (1045) จะให้ความสมดุล
คำถามที่ 2: Nuote Metals ป้องกันสนิมบนชิ้นส่วนเหล็กประทับตราก่อนที่ลูกค้าจะประกอบหรือเคลือบได้อย่างไร
ตอบ: เหล็กจะเกิดสนิมเร็วเมื่อสัมผัสกับความชื้น Nuote Metals ใช้มาตรการหลายประการเพื่อปกป้องชิ้นส่วนเหล็กประทับตราระหว่างการจัดเก็บและการขนส่ง ประการแรก สำหรับชิ้นส่วนที่จะชุบหรือเคลือบโดยเรา เราจะดำเนินการภายใน 24–48 ชั่วโมงหลังจากการประทับตราเพื่อลดการเกิดออกซิเดชัน ประการที่สอง สำหรับชิ้นส่วนที่จัดส่งในสภาพ "ประทับตรา" (ไม่เคลือบ) เราใช้น้ำมันป้องกันสนิม (เบา ถอดออกได้ด้วยน้ำยาทำความสะอาดอัลคาไลน์) และบรรจุในถุงกั้นความชื้นพร้อมสารดูดความชื้น ประการที่สาม เรามีการเคลือบฟอสเฟตชั่วคราว (แมงกานีสหรือซิงค์ฟอสเฟต) ซึ่งช่วยป้องกันสนิมภายในอาคารได้นาน 1-3 เดือน และยังช่วยเพิ่มการยึดเกาะของสีสำหรับลูกค้าที่จะทาสีในภายหลัง สำหรับการจัดเก็บระยะยาวหรือการขนส่งระหว่างประเทศ เราขอแนะนำให้ลูกค้าระบุการเคลือบป้องกัน (การชุบสังกะสีหรือการเคลือบ e-coat) เป็นส่วนหนึ่งของคำสั่งซื้อ หากคุณได้รับชิ้นส่วนเหล็กที่มีการประทับตราซึ่งแสดงสนิมบนพื้นผิวเล็กน้อย โดยปกติสามารถขจัดออกได้โดยใช้สารขัดถูอ่อนหรือกรดดอง แต่สำหรับการใช้งานที่สำคัญ ให้ระบุแผนการป้องกันการกัดกร่อนกับ Nuote Metals ในขั้นตอนการเสนอราคา
คำถามที่ 3: ความหนาสูงสุดของชิ้นส่วนเหล็กประทับตราที่ Nuote Metals สามารถผลิตได้คือเท่าใด ชิ้นส่วนที่หนาขึ้นต้องใช้เครื่องมือพิเศษหรือไม่?
ตอบ: Nuote Metals สามารถปั๊มเหล็กได้ความหนาสูงสุด 8.0 มม. สำหรับการปั๊มขึ้นรูปอย่างง่าย และสูงถึง 6.0 มม. สำหรับชิ้นส่วนที่ต้องดัดงอหรือขึ้นรูป อย่างไรก็ตาม ชิ้นส่วนเหล็กประทับตราหนา (มากกว่า 4.0 มม.) จำเป็นต้องพิจารณาเป็นพิเศษ ประการแรก น้ำหนักการกดเพิ่มขึ้นอย่างมาก โดยชิ้นส่วนเหล็กหนา 6.0 มม. อาจต้องใช้ 200–400 ตัน ขึ้นอยู่กับขนาดเปล่า ประการที่สอง ต้องเพิ่มระยะห่างของเครื่องมือ (โดยทั่วไปคือ 10–15% ต่อด้าน) เพื่อป้องกันครีบมากเกินไปและการแตกหักของเครื่องมือ ประการที่สาม เหล็กหนามีการคืนตัวของความยืดหยุ่นน้อยที่สุด ดังนั้นการชดเชยการสปริงกลับจึงมีความสำคัญน้อยกว่า แต่การแตกร้าวของขอบกลายเป็นปัญหาสำหรับรูที่อยู่ใกล้ขอบนูเต้ เมทัลส์มีกำลังการผลิตกดได้ถึง 400 ตัน และรักษาสต๊อกเหล็กกล้าเครื่องมือให้เหมาะสำหรับการปั๊มขนาดหนัก สำหรับชิ้นส่วนที่มีความหนามากกว่า 6.0 มม. เรามักจะแนะนำให้ตัดด้วยเลเซอร์หรือตัดพลาสมาแทนการปั๊ม เนื่องจากต้นทุนเครื่องมือกลายเป็นเรื่องต้องห้าม ส่งแบบร่างเกจวัดหนาของคุณไปที่ Nuote Metals เพื่อเปรียบเทียบความเป็นไปได้และต้นทุน
คำถามที่ 4: คุณสามารถประทับตราชิ้นส่วนเหล็กที่มีการประทับตราด้วยรูเกลียวหรือส่วนแทรกฮาร์ดแวร์ได้หรือไม่ มีการดำเนินงานรองอะไรบ้าง?
ก. ใช่,นูเต้ เมทัลส์เสนอวิธีการเพิ่มเกลียวให้กับชิ้นส่วนเหล็กที่มีการประทับตราหลายวิธี วิธีที่พบบ่อยที่สุดคือการต๊าป (การตัดเกลียวลงในรูที่เจาะโดยตรง) และการขึ้นรูปเกลียว (สำหรับเหล็กที่มีความหนามากขึ้น การแทนที่วัสดุเพื่อสร้างเกลียวที่ไม่มีเศษ) เรามีเครื่องต๊าปภายในบริษัทสำหรับรูตั้งแต่ M2 ถึง M12 สำหรับการใช้งานที่ต้องการเกลียวที่แข็งแรงขึ้นหรือตัวยึดแบบถอดได้ เราสามารถติดตั้งเม็ดมีด (น็อตหรือสตั๊ดแบบยึดตัวเองแบบ PEM) ลงในแม่พิมพ์ปั๊มได้โดยตรงโดยใช้อุปกรณ์สอดแบบอัตโนมัติ การดำเนินงานขั้นที่สองอื่นๆ สำหรับชิ้นส่วนเหล็กประทับตรา ได้แก่ การเชื่อมแบบจุด (การเชื่อมด้วยน็อตหรือฉากยึด) การตอกย้ำ (การเชื่อมส่วนประกอบที่ประทับตราสองชิ้นเข้าด้วยกัน) และการบำบัดความร้อน (สำหรับชิ้นส่วนคาร์บอนสูงที่ต้องการการอบคืนตัวของสปริง) ระบุการดำเนินการรองใดๆ บนแบบร่างของคุณ แล้ว Nuote Metals จะรวมการดำเนินการเหล่านั้นเข้ากับผังกระบวนการ ซึ่งมักจะอยู่ภายในแม่พิมพ์แบบโปรเกรสซีฟเดียวกันเพื่อลดต้นทุนในการจัดการ

เหตุใดจึงต้องร่วมมือกับ Nuote Metals สำหรับชิ้นส่วนเหล็กประทับตรา
การเลือกพันธมิตรการปั๊มขึ้นรูปที่เหมาะสมช่วยให้มั่นใจในคุณภาพที่สม่ำเสมอ ราคาที่แข่งขันได้ และการจัดส่งที่เชื่อถือได้สำหรับส่วนประกอบเหล็กของคุณ ข้อเสนอของ Nuote Metals:
- มีเหล็กให้เลือกมากมาย – เกรดต่ำ ปานกลาง คาร์บอนสูง และโลหะผสมในสต็อก
- ช่วงความหนา – 0.3 มม. ถึง 6.0 มม. (8.0 มม. สำหรับงานตัดขอบ)
- การชุบภายใน – ไลน์สังกะสี ซิงค์-นิกเกิล และแบล็คออกไซด์
- การต๊าปและการใส่ฮาร์ดแวร์ – การปฏิบัติงานรองในสถานที่
- ปริมาณตั้งแต่ 1,000 ถึง 10,000,000+ – การสร้างต้นแบบไปจนถึงการผลิตจำนวนมาก
- การวิเคราะห์ DFM ฟรี – เราปรับการออกแบบของคุณให้เหมาะสมสำหรับการปั๊มก่อนใช้เครื่องมือ
- ชิ้นส่วนตัวอย่าง – ฟรี 20 ชิ้นจากเครื่องมือการผลิต
- การขนส่งทั่วโลก – ทางอากาศหรือทางทะเลไปยังอเมริกาเหนือ ยุโรป เอเชีย และอื่นๆ
ติดต่อนูเต้ เมทัลส์วันนี้เพื่ออัปโหลดภาพวาดของคุณหรือหารือเกี่ยวกับคุณชิ้นส่วนเหล็กประทับตราข้อกำหนดของโครงการ
แท็กยอดนิยม: ชิ้นส่วนเหล็กประทับตรา, ชิ้นส่วนเหล็กประทับตราของจีน, ผู้ผลิตชิ้นส่วนประทับตรา
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง









X
เราใช้คุกกี้เพื่อมอบประสบการณ์การท่องเว็บที่ดีขึ้น วิเคราะห์การเข้าชมไซต์ และปรับแต่งเนื้อหาในแบบของคุณ การใช้ไซต์นี้แสดงว่าคุณยอมรับการใช้คุกกี้ของเรา
นโยบายความเป็นส่วนตัว